
Nuestras salas blancas se clasifican de forma más estricta y con mayores requerimientos de calidad en clases altas y con menos en clases bajas. Existen innumerables ejemplos que explican cómo debe ser la separación entre clases para evitar contaminaciones.
Pero existen unas salas a las que llamaremos de intercambio, en las que el personal y los materiales transitan de una clase inferior a una superior. Los materiales y las personas proceden de zona no clasificada y siguen hacia la zona de dosificación, siguiendo una secuencia de pasos que evitan la entrada de contaminación a las salas blancas.
En el diseño de las salas se tienen en cuenta criterios en reposo (renovaciones, piping, ubicación de la maquinaria, etc) y cuesta pensar cómo se comportará nuestra sala en operación cuando un lote esté envasándose con el personal en la sala.
Las autoridades sanitarias revisan nuestra documentación inicial con los datos de nuestras cualificaciones que evidentemente, cuadran con el diseño inicial. Posteriormente, en la visita a planta, se juzga un lote en operación. Es ahí donde las inspecciones notarán cómo se ha ejecutado nuestra instalación. Es decir, si el flujo de personas, producto y materiales es correcto, repetitivo, sin movimientos bruscos y si el producto está protegido en todo momento. Si encuentran situaciones anómalas solicitarán los procedimientos de trabajo para ver si están cumpliendo o no. Y si lo que han visto y leído no les gusta, seguirán preguntando hasta llegar a una conclusión final. Esta conclusión puede reflejarse en las temidas 483 de la FDA o en algún defecto crítico que represente la no autorización de la nueva instalación.
Es un momento complicado: los instaladores han cumplido con lo pactado, la propiedad ha pagado religiosamente a todo el mundo y los clientes o accionistas esperan. Para evitar esta situación desagradable de difícil solución debemos dar unos pasos atrás. Lo primero es tener claro qué vamos a envasar y cuál es el proceso desde la llegada de los camiones con materiales hasta la expedición. Una vez tenemos esto claro, vamos avanzando hasta llegar a las salas blancas.
ASPECTOS CLAVE PARA EL DISEÑO DE SALAS BLANCAS EN OPERACION
En las salas blancas hay que preguntarse lo siguiente antes de pasar al diseño:
-
- ¿Cómo va a entrar el material de una clase a otra?
-
- ¿Cómo va a entrar y salir el personal en los vestuarios de entrada y de salida?
-
- ¿Qué sucede con el material fungible que debemos desechar: bolsas, material sobrante, restos de fabricación?
-
- ¿Cómo van a entrar y salir los carros, bandejas y tools de la zona a la hora de lavarlos?
-
- ¿Cómo van a entrar y salir las piezas de formato que hay que lavar?
-
- ¿Cómo van a entrar el material de acondicionado?
-
- ¿Hay desagües? ¿Cómo los separamos de una zona blanca?
-
- ¿Hay conexiones abiertas de servicios o de DIP-SIP?
-
- ¿Qué sucede con el lote en curso en caso de avería?
-
- ¿Dónde se pueden cruzar dos lotes diferentes en curso? ¿Pueden cruzarse?
-
- ¿Qué sucede con los residuos? ¿Qué sucede con los residuos HPAPI
Todas las preguntas de flujo deben solucionarse antes de empezar con el diseño de salas. Todas estas preguntas implican respuestas desde logística hasta microbiología, pasando por ventas y mantenimiento y el resto de áreas de planta incluido HSE. La verificación de las respuestas correctas a las preguntas previas al diseño, debemos tenerlas preparadas siempre porque son las que todo auditor lleva en la agenda.
RETOS COMUNES EN LA IMPLEMENTACIÓN DE SALAS BLANCAS
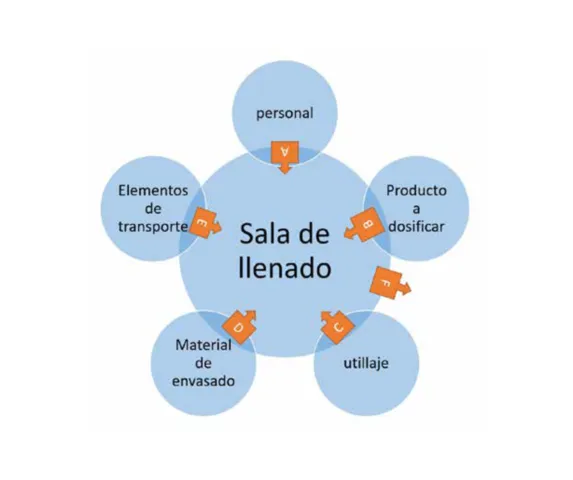
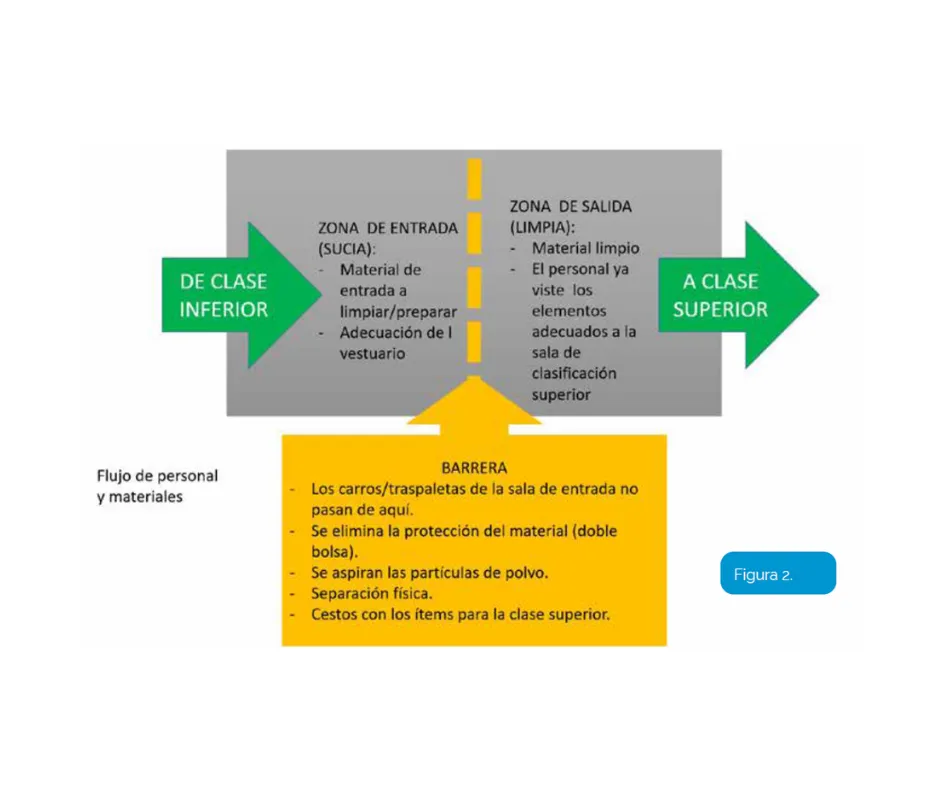
En la figura 1 se representa mediante diagrama de Venn el esquema previo al diseño de las salas. Los conjuntos (cirulos) representan cada componente que va a entrar y/o salir de la sala y las propias salas. Las zonas comunes a dos círculos son subconjuntos, que son el principal objetivo de este artículo. Dependiendo de la operación que se realice, de las políticas de la compañía y de si se trata de un sólido, semisólido, líquido, inyectable o HPA-PI, serán necesarios más o menos conjuntos. A modo de ejemplo, se presenta el diagrama con una sencilla sala de dosificación de líquidos no inyectables. El diagrama nos presenta 6 subconjuntos, los cuales necesitan de un análisis en profundidad. En concreto interactúan el personal, el producto a dosificar, el utillaje, el material de envasado, los elementos de transporte y la evacuación en caso de emergencia. En algunos casos, estos subconjuntos serán una simple puerta con unas determinadas características de enclavamiento y estanqueidad y en otros, pueden llegar a ser un autoclave, un pasa materiales VHP u otra sala intermedia. Hablemos de cada uno de los subconjuntos que llamaremos barreras. Estas impiden el paso de personal y materiales de una clase a otra sin un tratamiento previo. (Figura 2)
EL PERSONAL
-
- Accede y sale por vestuario. A discutir si es necesario el doble vestuario, uno de entrada y otro de salida.
-
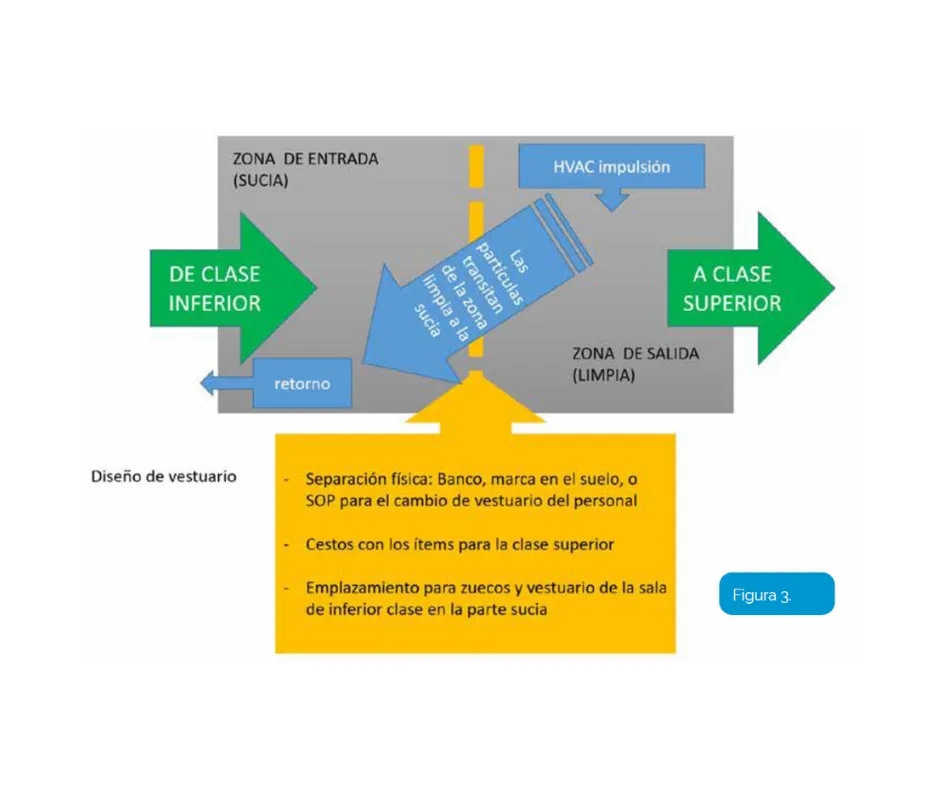
- El vestuario se diseña acorde al criterio de la barrera. Es decir, identificando una zona sucia y otra limpia en la sala de intercambio. (Figura 3)
-
- No accede a otras salas con el vestuario de la sala de dosificación a no ser que vaya a la parte limpia de la sala barrera.
-
- No contacta en ningún momento con el producto.
-
- Está formado y cualificado en las operaciones que va a realizar.
-
- Las personas que deben estar en la sala son las procedimentadas, incluso en caso de avería.
-
- El diseño debe ayudar al operador marcando en el suelo las zonas clave y proporcionándole los gadgets necesarios para que trabaje de forma cómoda y repetitiva, evitando imprevistos.
PRODUCTO A DOSIFICAR
El producto puede fabricarse en las misma sala de dosificación o llegar desde el exterior. En este sentido, tenemos tres opciones: que el producto llegue por una red de conductos desde la zona de fabricación, por comunicación con el nodriza de la sala contigua o entrando el nodriza a sala. En este último caso, deben realizarse las operaciones de descontaminación necesarias del reactor por la parte exterior de las ruedas. ¿Donde? En la parte sucia de una sala barrera antes de que el operario de dosificación lo recoja en la parte limpia de la sala barrera. En los dos primeros casos descritos anteriormente, la limpieza y desinfección del piping debe disponer del espacio necesario. Especial atención a los gadgets necesarios para el conexionando del tanque con la linea.
UTILLAJE
-
- Formato de la línea de dosificación: bombas, guías, alimentadores de tapones y cápsulas, feeder bowls.
-
- Mangueras de conexionado de producto y de gases de inertización o presurización.
-
- Tools para el operario.
Estos componentes nos llegan limpios y en doble bolsa que descontaminaremos o eliminaremos en la sala barrera. También es posible que la barrera sea un elemento que reduzca la carga contaminante que llega de fuera tipo airlock. Debe quedar claro que limpio no significa desinfectado.
MATERIAL ENVASADO
Los frascos, tapones y cápsulas deben entrar limpios y con la separación necesaria para el acceso a la sala. Todo el tratamiento y el cambio de palé se realizan fuera de la sala de dosificación. Atención al tamaño, distancia y accesibilidad de los alimentadores de frascos, tapones y cápsulas, que son uno de los más frecuentes focos de contaminación.
ELEMENTOS DE TRANSPORTE
Las carretillas, carritos y otros elementos de transporte no entran nunca entre salas de distinta clasificación. Debe realizarse el intercambio en las salas barrera. (Figura 4)
